Film selection is not a single decision. It is a series of decisions, each shaped by process conditions, tooling geometry, resin chemistry, and part criticality. Understanding how those variables shift across different composite manufacturing applications is the starting point for selecting materials that support consistent, repeatable results.
This article addresses the engineering considerations that should guide film selection across several common composite manufacturing processes.
Understanding the Role of Vacuum Bagging Films in Composite Manufacturing
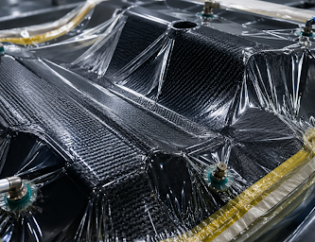
A vacuum bagging film performs a straightforward function: it creates an airtight boundary around a composite layup so that atmospheric pressure can be applied uniformly during consolidation and cure.
In practice, maintaining that function requires more than a decent polymer film. The bag must conform to the geometry of the tool, hold a vacuum seal at the mold perimeter, withstand sustained heat during the cure cycle, resist puncture from fiber ends and hardware, and remain dimensionally stable throughout. That is a demanding combination of properties to sustain simultaneously, especially over cure cycles measured in hours.
When any one of those requirements is not met, the consequences compound. Vacuum loss leads to reduced consolidation pressure, increased void content, and inconsistent fiber volume fraction. In aerospace and defense applications, those outcomes typically result in part rejection.
The vacuum bagging film is one of the lowest-cost materials in a composite layup. Its failure is among the most expensive outcomes in the process. That gap between cost and consequence is why film selection deserves more engineering attention than it typically receives.
Key Performance Characteristics That Influence Film Selection
Before examining how requirements change by application, it helps to establish the material properties that most directly drive selection decisions.
Temperature Resistance
The film must maintain structural integrity and flexibility from room temperature through the peak cure temperature, including any post-cure holds. Standard epoxy systems commonly cure between 250°F and 350°F. Higher-performance thermosets, including certain bismaleimides and phenolics used in aerospace structures, require temperatures approaching 400°F (204°C).
Temperature resistance is a threshold requirement. A film that softens or loses barrier properties before the end of the cure cycle will not recover. Rated service temperature must exceed the process peak with enough margin to account for thermal variation within the oven or autoclave, which is not always negligible.
Elongation and Conformability
Films must stretch and conform to tool surfaces without bridging across corners, radii, or recesses. Bridging creates zones of inconsistent pressure, resin pooling, and surface defects. On deep-draw tools or parts with compound curvatures, it can also generate localized stress concentrations that lead to bag failure mid-cycle.
High-elongation nylon films conform to complex geometries with fewer pleats and less manual manipulation. This matters for part quality. It also matters for process efficiency in high-mix environments where tooling geometry changes across part numbers and re-bagging consumes labor that compounds across a production week.
Puncture and Tear Resistance
Composite layups present multiple puncture hazards: exposed fiber ends at ply edges, vacuum port fittings, tooling hardware, and handling during bagging. A film that punctures easily introduces leak paths. A small nick can propagate into a larger tear when the film goes under vacuum or expands thermally during cure.
Film thickness and construction both influence puncture resistance. Thicker gauges offer more protection against mechanical damage but may reduce conformability. Multi-layer extruded constructions can improve puncture resistance without proportionally sacrificing drape. The tradeoff is real and worth evaluating explicitly for each application.
Vacuum Integrity and Gas Permeability
The film must function as an effective gas barrier for the full duration of the cure cycle, which can extend for several hours in autoclave processing. Films with elevated gas permeability allow air to migrate back into the laminate, undermining the void reduction that vacuum consolidation is intended to achieve.
Nylon (polyamide) films are favored in demanding applications because of their low gas permeability relative to many alternative polymer films. Combined with chemical resistance to common resin systems, that property makes nylon reliable where vacuum integrity over long cure cycles is non-negotiable.
Chemical Compatibility
The film will be in direct or indirect contact with resins, release agents, and process materials throughout layup and cure. Phenolic resins are particularly aggressive: they release significant volatile byproducts during cure that can degrade films with insufficient chemical resistance. Epoxy systems present lower reactivity, but compatibility over sustained thermal exposure still needs to be confirmed, not assumed.
Film degradation from chemical attack can compromise barrier properties, contribute to contamination of the laminate surface, or cause the film to bond to the part or tool. None of those failure modes announces itself until the damage is already done.
Selecting Films for Different Composite Manufacturing Applications
Aerospace Composite Manufacturing
Aerospace structures impose the most demanding combination of performance requirements: high cure temperatures, long cycle times, tight tolerances, and no tolerance for void content above specification limits.
Films used in aerospace applications must be rated for continuous service at the cure temperature of the resin system, often 350°F to 400°F (177°C to 204°C) for structural thermosets. They must maintain seal integrity over extended cure cycles, including intermediate dwells where sustained heat places continuous demand on the film.
Part criticality in aerospace justifies premium films with enhanced puncture resistance and tight gauge tolerances. Batch-to-batch consistency matters as much as the nominal specification. Variation in film properties across production lots introduces variability into the consolidation process and complicates qualification, particularly when processes are locked to specific material certifications.
Film selection for aerospace should be based on documented service temperature ratings, gas permeability data, elongation values, and confirmed chemical compatibility with the resin system in use.
Autoclave Curing
Autoclave processing combines elevated temperature with elevated pressure over cure cycles that can run several hours for structural parts. The combination places sustained mechanical and thermal demands on the film simultaneously, which is a different performance challenge than either condition alone.
Films for autoclave use must withstand not only the peak cure temperature but the ramp rates and hold profiles specified in the cure cycle. Rapid thermal ramps in some processes introduce transient stress on the film before equilibrium is reached, a window where undersized films are more likely to fail.
Autoclave time is a constrained and expensive resource. Bag failures that require part removal, re-bagging, and rescheduling carry cost implications that extend well beyond the film itself. Conservative margin on temperature rating and puncture resistance is warranted here.
Out-of-Autoclave Processing
Out-of-autoclave (OAC) processing relies entirely on atmospheric pressure for consolidation. Without the supplemental pressure an autoclave provides, vacuum integrity becomes the primary consolidation driver. Even minor vacuum loss has a more immediate impact on part quality in OAC processing. There is no pressure redundancy to compensate.
Films selected for OAC applications must maintain a reliable seal throughout the cure cycle. Elongation and conformability remain important for complex geometries, but when vacuum is the sole source of consolidation pressure, gas barrier performance and seal reliability take priority in the selection hierarchy.
Cure temperatures for OAC-compatible prepreg systems are generally lower than those required for autoclave processing, which reduces the temperature resistance threshold for film selection. Lower temperature requirements do not simplify selection, though. They shift the emphasis toward other properties rather than eliminating the need for careful film evaluation.
Resin Infusion Applications
Vacuum-assisted resin infusion processes require films to maintain vacuum integrity across the entire infusion period, before and during resin introduction. A leak in the bagging system can introduce air into the resin flow front, creating dry fiber regions that cannot be corrected after gelation. By then, the part is typically scrap.
Resin infusion also exposes the film to direct contact with flowing resin under vacuum. Chemical compatibility with the specific infusion resin, including any diluents or processing aids in the formulation, must be confirmed. Extended vacuum hold times before infusion, sometimes hours for large structures, require films with low gas permeability and reliable seal performance from the start of the process.
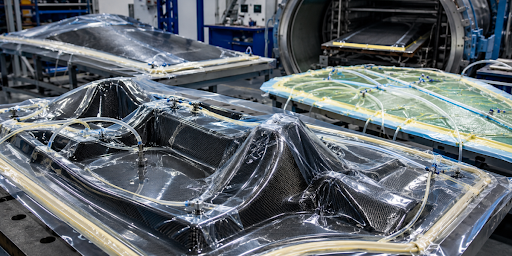
Complex Tool Geometries
Male tools, compound curvatures, and parts with tight inside radii present conformability demands that exceed those of flat or gently contoured layups. The challenge is ensuring the film contacts the tool surface uniformly without bridging or pulling away from features during bagging.
High-elongation films are the primary tool for managing complex geometry. Elongation alone is not sufficient, though. The film must also resist tear propagation if a nick occurs during the stretching and forming process. A film with high elongation but low tear resistance can fail at the worst possible point, after it has been draped and sealed but before the cure cycle is complete.
In some configurations, supplemental bagging materials, including intensifiers, caul plates, or mandrel systems, are used alongside the primary film. Selection must account for compatibility between the film and those supplemental materials and the combined effect on pressure distribution across the part surface.
Engineering Considerations Before Qualification
Introducing a new vacuum bagging film into a production process requires more than reviewing the manufacturer’s data sheet. Process-specific validation is necessary to confirm performance under actual conditions, with actual tooling, and with the resin systems in use.
Several considerations apply regardless of the composite manufacturing process:
- Service temperature margin: The film’s rated service temperature should exceed the peak process temperature. Thermal variation within ovens and autoclaves means some zones may see temperatures above the nominal setpoint.
- Seal system compatibility: The film must bond reliably to the sealant tape used at the mold perimeter. Mismatched film and sealant systems are a common and underappreciated source of leak failures.
- Gauge selection: Thicker gauges provide more puncture resistance but may reduce conformability on complex tools. The right gauge depends on the geometry and the severity of puncture hazards in the specific layup.
- Lot-to-lot consistency: For production processes, film properties must be consistent across manufacturing lots. Request documentation of process controls and quality certifications before qualifying a supplier.
- Trial validation: Run process trials on representative tooling before qualifying the film for production. Evaluate vacuum hold, seal performance, post-cure film condition, and part quality against established acceptance criteria.
Manufacturers with engineering teams experienced in nylon film behavior across resin systems and cure profiles can provide performance data and support the qualification process from initial samples through production approval. Qualifying a new material takes time. The alternative, discovering a performance gap in production, takes more.
Final Thoughts
There is no universal vacuum bagging film suited to every composite manufacturing application. The requirements imposed by aerospace autoclave curing, out-of-autoclave processing, resin infusion, and complex geometry tooling differ in ways that matter directly to process reliability.
Temperature resistance, elongation, puncture resistance, gas permeability, and chemical compatibility are not abstract specifications. They are the properties that determine whether a film holds vacuum through a cure cycle, conforms to the geometry of the tool, and survives contact with the resin system. Each application presents a specific combination of those demands. Film selection should reflect that combination, with enough margin to absorb process variation without compromising part quality.
Treating film selection as a procurement decision rather than an engineering decision is where quality problems typically originate.
To discuss vacuum bagging film requirements for a specific application, request technical data from our engineering team.