That distinction matters for how engineers approach film specification. The film’s permeability characteristics determine whether the gases accumulating inside the package reach a stable, shelf-life-extending equilibrium, or dissipate before that equilibrium forms. Shelf life extension in passive MAP is a function of controlled gas exchange: whether the film can regulate it consistently across the conditions the package actually encounters.
Why Shelf Life in Passive MAP Depends on Controlled Gas Exchange
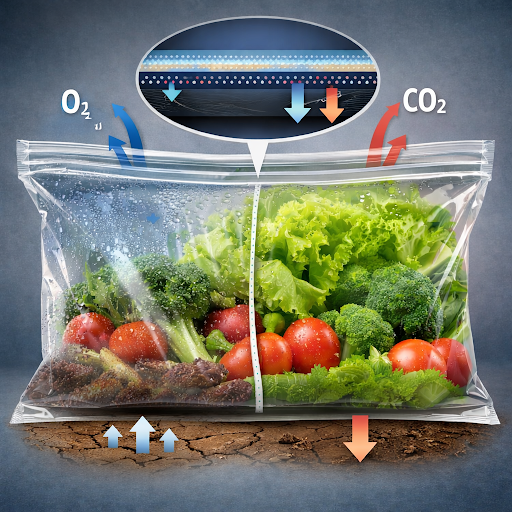
The respiratory process that drives passive MAP is continuous. From the moment of harvest, the produce is already consuming oxygen and releasing CO2 and water vapor. Left in open air, that process continues unchecked. Sealed inside a package with the right film, the accumulating CO2 and depleting O2 shift the internal atmosphere into a range that slows deterioration.
The target is equilibrium: a stable internal gas composition where oxygen concentration is low enough to slow aerobic metabolic activity and CO2 is elevated enough to suppress ethylene-driven ripening. For many fresh produce categories, that means O2 in the range of 2 to 5 percent and CO2 between 3 and 10 percent, though precise targets vary by commodity. Those numbers are narrow. The tolerance for deviation is narrower still.
That equilibrium doesn’t hold itself. The film must maintain it. Gas transmission must be controlled tightly enough that the modified atmosphere forms and stabilizes, but not so tightly that CO2 accumulates beyond beneficial levels and triggers anaerobic conditions. Film permeability, in this context, is a rate-matching problem, not a simple barrier specification.
The Role of Nylon in Passive MAP Film Performance
Two permeability variables drive most of the film specification work in passive MAP: oxygen transmission rate and moisture vapor transmission rate. Most qualification processes evaluate them independently. They shouldn’t be.
Produce respiration releases water vapor continuously into the sealed environment. When that moisture accumulates on product surfaces, it creates conditions favorable to mold and accelerated microbial activity, regardless of how well the gas atmosphere is calibrated. The modified atmosphere can be precisely on target while surface moisture drives spoilage through a separate failure mechanism entirely.
Nylon’s polymer structure allows water vapor to permeate through the film at rates that manage surface moisture effectively, while maintaining a high barrier to oxygen and CO2. Many high-barrier materials that restrict gas transmission also restrict moisture vapor transmission, creating exactly the condensation conditions passive MAP is designed to prevent. That combination within a single material structure is what makes nylon the practical choice for MAP applications where both variables are critical. Moisture vapor transmission and gas barrier should be evaluated as a paired specification from the start of material screening.
Why Shelf Life Outcomes Vary Across Different Produce Applications
Passive MAP is not a universal system. The same film, the same package geometry, and the same sealing parameters will produce different shelf life outcomes depending on what’s inside. Most of that variation traces back to two variables: respiration rate and temperature. Neither is fixed, and neither operates independently of the other.
Respiration Rate Differences by Produce Type
Different commodities respire at fundamentally different rates, and the margin between a well-specified film and a mismatched one is often smaller than engineers expect at the outset.
Strawberries, broccoli, and mushrooms are high-respiration produce. They consume oxygen rapidly and generate CO2 at rates that require films with higher gas transmission to prevent anaerobic accumulation. The risk with under-permeable films in these applications is not slow shelf life extension. It is active damage: fermentation, off-flavors, and tissue breakdown that develop faster than they would in unpackaged product.
Apples, grapes, and citrus fruits respire more slowly. They need tighter barriers to allow the modified atmosphere to establish before equilibrium is lost through the film. Overshooting OTR for low-respiration produce means the internal atmosphere never meaningfully shifts from ambient, and the packaging provides no functional benefit.
The practical implication is that respiration rate must inform the OTR specification from the beginning of material evaluation, not as a validation checkpoint after a film has already been selected. Engineers who treat OTR as a category default rather than a commodity-specific target tend to discover the problem during qualification, after time and resources have already been committed.
Temperature Effects on Gas Dynamics
Temperature is where well-specified films still underdeliver in the field. It affects both sides of the passive MAP equation simultaneously, and the two effects don’t scale together.
Respiration rate increases with temperature. A package that maintains stable equilibrium at 34°F may accumulate CO2 too rapidly at 45°F if the film’s permeability doesn’t compensate proportionally. Film permeability also increases at higher temperatures, since gas transmission rates through polymer films are temperature-dependent. But the rate at which film permeability responds to temperature and the rate at which produce respiration responds to temperature are not matched. That mismatch is the source of most field performance gaps in otherwise correctly specified MAP systems.
Engineers specifying films for refrigerated applications should evaluate permeability at realistic cold-chain temperatures, not at standard laboratory conditions of 73°F and 0% relative humidity. Those benchmarks exist for comparative purposes. They do not reflect the environments the package will encounter from packing line to retail display.
Package Volume and Equilibrium Formation Time
Package geometry is a variable that often receives less attention than material selection, but it directly affects whether a modified atmosphere can establish within a useful timeframe.
Larger headspace volumes contain more initial oxygen, which must be depleted before beneficial CO2 levels accumulate. With a high-barrier film and a large headspace, the time to equilibrium can extend beyond the window that matters for shelf life, particularly in cold-chain environments where lower temperatures slow respiration and push that timeline further out. By the time the atmosphere inside the package reaches a beneficial composition, the product may already be a significant fraction of the way through its shelf life.
Film specification for passive MAP must account for the relationship between package volume, commodity respiration rate, and expected time to equilibrium. A film that performs correctly for a small retail tray may not be the right choice for a bulk shipper with the same commodity, even if the OTR specification looks identical on paper.
How Film Underperformance Increases Food Waste Even When MAP Is Used
A produce package that looks like a MAP package is not necessarily delivering MAP performance. When film permeability is mismatched to the application, the modified atmosphere either never fully establishes, or destabilizes before the product reaches the end of its intended shelf life. The packaging cost has been incurred. The shelf life benefit has not.
The failure modes are not always visible at the point of packaging. A film with slightly too high a gas barrier may allow CO2 to accumulate just past the beneficial threshold, creating low-level anaerobic activity that damages tissue without producing obvious early signs. The degradation accumulates over time, and by the time it becomes visible, it presents as a freshness failure at retail or in the consumer’s hands. The material specification decision that caused it is rarely revisited. It gets logged as a freshness complaint, not a packaging engineering problem.
Moisture-related failures follow a similar pattern. If moisture vapor transmission is insufficient to manage the water vapor load from respiration, condensation develops on interior surfaces. Surface mold follows. The internal gas atmosphere may read within range while the product deteriorates from a mechanism the gas specification never addressed. These two failure modes can also occur simultaneously: a package holding the right gas composition while surface moisture accumulates on product that is already past its usable window.
The distribution chain introduces additional variables that amplify marginal film performance into real waste. Temperature fluctuations during transport break the equilibrium that formed at the packing line. Extended transit times on routes with multiple handoffs push the package past its designed performance window. Stacking loads in refrigerated trailers create pressure differentials that a film operating near its mechanical limits may not absorb consistently. Any one of these conditions is manageable with a film that was specified with adequate tolerance. None of them is manageable when the film was already performing at its minimum threshold under ideal conditions.
Retail presentation introduces the final variable. Produce in a display case encounters temperature variation as case doors open and close, lighting that adds localized heat, and handling by staff and consumers. A package that technically survived the distribution chain intact may degrade faster than expected at the point of sale, generating shrink that the retailer absorbs and attributes to supplier quality rather than packaging specification.
Marginal film performance is where the most waste accumulates, precisely because no single package looks like a failure. The defect rate is elevated, not categorical. A film that technically meets minimum permeability specifications but operates near its tolerance limits generates higher defect rates over time than films selected with appropriate margin built in. The cost is diffuse, spread across returned product, retailer deductions, and brand credibility. It rarely triggers a root cause analysis that points back to the original film specification decision.
Engineering Perspective on MAP System Behavior
The most useful shift in how engineers approach passive MAP is conceptual. The atmosphere inside a sealed package continues to change after sealing, driven by the ongoing interaction between produce respiration and film permeability. It is not a static barrier problem. It is a dynamic system that must be designed to reach the right equilibrium and hold it through conditions that will not resemble the lab where the film was first evaluated.
That system-level view changes what a proper qualification process looks like. Screening a film against nominal OTR specifications at standard test conditions is a starting point, not a qualification. The real evaluation begins when the film is tested against the actual conditions of the application: the commodity’s respiration rate at cold-chain temperatures, the package geometry and headspace volume, the temperature variation the package will encounter from packing line to retail display, and the handling stresses of the specific distribution route.
A more complete evaluation framework accounts for each variable in sequence:
- Respiration rate of the specific commodity at the target storage temperature, not a generic produce category average
- OTR and CO2 transmission values measured at realistic cold-chain temperatures, not at 73°F and 0% relative humidity
- Moisture vapor transmission sufficient to prevent surface condensation throughout cold-chain exposure, evaluated as a paired specification with gas barrier
- Package geometry and headspace volume relative to expected time to equilibrium, adjusted for the suppressed respiration rates of refrigerated storage
- Permeability response to temperature variation across the full distribution range, from packing facility to retail case
- Mechanical performance under the stacking, vibration, and handling conditions of the actual distribution channel
What this framework surfaces is the tolerance margin question: not whether the film meets the minimum specification, but whether it meets it with enough margin to absorb the variation the supply chain will introduce. A film that performs correctly at the median condition of a distribution route will underperform at the tail conditions. The more variable the cold chain, the more margin the specification needs to build in.
Pilot production trials remain the most reliable validation step before full-scale implementation. Simulated distribution testing, including temperature cycling, vibration, and realistic stacking loads, reveals performance gaps that specification sheets and laboratory samples cannot. For commodities with narrow respiration windows or particularly variable distribution routes, those trials are not optional. They are where the gap between a film that looks correct on paper and one that delivers consistent shelf life outcomes in the field becomes measurable.
Film formulation, layer structure, and thickness all influence how a permeability profile performs under actual service conditions. Manufacturers who provide lot-level performance data, application-specific guidance, and technical support through the qualification process reduce the risk of discovering a mismatch after scale-up.
For applications where atmosphere stability and moisture management are both critical to shelf life outcomes, request technical data specific to your commodity and packaging configuration, or discuss material requirements with M&Q’s engineering team.