Engineers working in aerospace, defense, and high-performance composite fabrication understand that process reliability depends on every variable being controlled. Fiber orientation, resin chemistry, cure cycles, tooling. Each gets carefully specified and validated. Vacuum bagging film, however, is often treated as a consumable rather than a critical process input. That assumption carries real risk.
When film performance is inconsistent, the consequences appear downstream: voids in the laminate, uneven resin distribution, incomplete consolidation, failed parts. Most of those problems are traceable to material selection or material variability, not to process error. Understanding what film properties actually do during the cure cycle is where that analysis has to start.
Why the Film Is a Process Variable, Not Just a Consumable
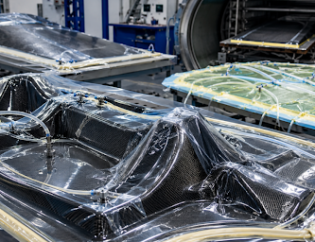
The vacuum-bagging film does more than contain the layup. During cure, it transmits consolidation pressure uniformly across the part surface and must conform to complex geometries without bridging or wrinkling. It also maintains an airtight seal through elevated temperatures and extended hold times.
Each of these functions depends on specific material properties. A film that elongates sufficiently will conform to a complex mold geometry without lifting off the surface. One that loses mechanical strength at cure temperature will not hold pressure consistently. And when a film fails at any point in the cycle, that variability propagates through the entire laminate.
The distinction between “good enough” and “engineered for the application” becomes measurable when you examine part-to-part consistency over time. Films that perform reliably batch after batch reduce process noise. Inconsistent material properties, by contrast, introduce variability that tends to get misattributed to layup technique or cure cycle settings before anyone looks at the film.
Core Material Properties and Their Process Implications
Elongation and Conformability
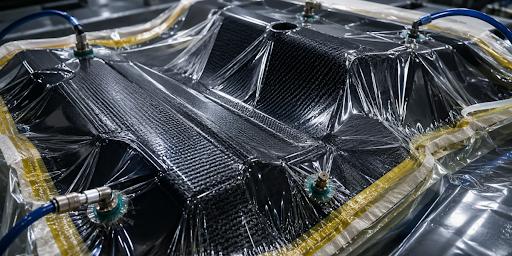
Elongation determines how well a film can stretch to follow the contours of the mold without tearing or bridging. In composite manufacturing, bridging occurs when the film spans a concave feature instead of conforming to it. Where the film bridges, consolidation pressure is lost, and the laminate in that area is underconsolidated.
High elongation allows the film to stretch into corners, over radii, and across compound curves while maintaining contact with the part surface. For complex aerospace geometries, this property is not optional. It is a baseline requirement.
The relationship between elongation and conformability is also temperature-dependent. A film that performs well at room temperature may become stiffer or more brittle as it approaches cure temperature, which is where the demand on the material is actually highest. Room-temperature elongation data alone is not sufficient for material selection in autoclave applications.
Puncture Resistance
During layup, the film is in contact with fiber reinforcements, tool edges, fasteners, and handling equipment. Any one of these contact points is a potential puncture site. A pinhole in the film is a leak path, and a leak path means pressure loss.
Puncture resistance matters most not during handling but through the full duration of the cure cycle, which may run for several hours at elevated temperature. A film that survives layup and then develops a micro-tear under sustained vacuum pressure has not performed its function. Mid-cycle failures of this type almost always require the cure to be interrupted and the layup to be scrapped or rebuilt.
Temperature Resistance
Autoclave and oven cure cycles for aerospace composites commonly reach temperatures in the range of 250°F to 400°F, depending on the resin system. The vacuum bagging film must maintain its mechanical and barrier properties throughout the entire thermal cycle, including ramp, hold, and cool-down phases.
At elevated temperatures, some films soften, lose tensile strength, or develop that compromise the vacuum seal. The result in each case is the same: pressure loss during the phase of the cure cycle when consolidation is most critical. Nylon films engineered for high-temperature service maintain structural integrity through autoclave conditions, supporting consistent pressure application from initial ramp to final cure.
The service temperature range of the film must be matched to the cure cycle requirements of the resin system. A mismatch in this area is a direct failure risk.
Permeation Behavior
In applications where vacuum integrity is critical over extended cure cycles, the permeation characteristics of the film become relevant. A film with high gas transmission rates will allow air to migrate through the film wall, degrading the vacuum level over time.
For most standard nylon vacuum-bagging films, permeation rates are sufficiently low that they are not the primary concern. However, in high-precision applications with long hold times or where vacuum levels must be maintained within tight tolerances, permeation behavior is a legitimate selection criterion.
Failure Modes and Their Consequences
Film Rupture
Film rupture during the cure cycle is the most obvious failure mode, and the most costly. When the film tears, the vacuum envelope is lost. The outcome depends on when in the cure schedule the rupture occurs:
- A part that cannot be salvaged
- A partially cured laminate with severe voids and porosity
- A part that appears acceptable but has compromised mechanical properties detectable only through destructive testing
That last scenario is the most operationally dangerous. The part ships.
Rupture typically originates at a stress concentration point: a sharp corner on the tool, a bridged area where the film is stretched beyond its limit, or a puncture site that propagates under vacuum pressure. Films with insufficient elongation or puncture resistance are more susceptible to this failure mode.
Leaks and Gradual Pressure Loss
A leak does not always present as a catastrophic failure. Small leaks develop at seal tape interfaces, around vacuum fittings, or through micro-defects in the film. Gradual pressure loss during cure reduces consolidation pressure at the part surface, leading to incomplete compaction of the laminate.
The result is elevated void content. In structural aerospace components, void content above 1 to 2 percent is typically outside specification, and the path from there is rework, rejection, or, in the worst case, a part that passes inspection but carries a structural deficit. Voids reduce interlaminar shear strength and fatigue resistance. The cost of a slow leak is rarely just the cost of reprocessing.
Poor Conformity and Bridging
Bridging occurs when the film fails to follow the mold geometry, and the underconsolidated areas that result are not always visually apparent. Non-destructive inspection can identify porosity and delamination, but rework options for cured composite parts are limited. The more honest framing is that once a composite part has been cured with inadequate consolidation, the problem is largely unrecoverable. Film selection is the intervention point.
Engineering Perspective on Material Selection
Trade-offs Between Flexibility and Strength
High elongation and high puncture resistance are not always achievable simultaneously in a single film formulation. A highly conformable film may sacrifice some tensile strength. Conversely, a film optimized for puncture resistance may limit conformability over compound curves. Neither extreme is universally correct.
The selection process requires defining the dominant demands of the application first. A flat panel layup has different requirements than a compound-curved aerospace structure. An oven cure at 250°F places different demands on the film than an autoclave cycle at 375°F. Material selection should start with a clear definition of the process conditions and geometry, not with a generic specification.
Validation and Qualification Considerations
Engineers do not change vacuum bagging film specifications casually. A change in film supplier or formulation requires validation testing to confirm that the new material performs equivalently to the qualified standard under production conditions.
Validation typically includes:
- Mechanical testing of the film (tensile strength, elongation at break, puncture resistance)
- Process validation through trial layups and cured part inspection
- Porosity measurement, void content analysis, and mechanical testing of cured specimens
This is not a fast process, and suppliers who understand that will not try to minimize it.
Material suppliers that provide performance data at relevant service temperatures, not just room-temperature characterizations, give engineers a more accurate baseline for qualification testing. The difference between a data sheet that specifies properties at 350°F and one that does not is the difference between an informed decision and an assumption.
Process Reliability and the Role of Batch Consistency
Qualified material is only as reliable as its consistency from shipment to shipment. A film that meets specification on initial qualification but varies in elongation, thickness, or thermal behavior across subsequent lots introduces variability that is difficult to trace.
Film-related variability is frequently misdiagnosed. When part quality degrades gradually across production runs, the first suspects are usually layup technique and cure cycle settings. The film is often investigated last, which means the root cause goes unaddressed longest.
Batch-to-batch inconsistency in a critical material is a quality risk that is easy to underestimate.
Suppliers with vertically integrated manufacturing control extrusion and finishing within a single facility. That reduces the number of inter-lot variability sources that a multi-supplier chain would otherwise introduce. For applications where process reliability is a priority, manufacturing traceability and quality management certification (ISO 9001 and application-specific standards) are not administrative formalities. They are meaningful indicators of production discipline.
Summary
Vacuum bagging film is a process-critical material. Its elongation, puncture resistance, temperature performance, and batch-to-batch consistency each directly affect specific outcomes: consolidation pressure uniformity, laminate void content, surface quality, and process repeatability across production runs.
Failure modes including rupture, leaks, and poor conformity are material-driven events. Their consequences are measurable, and largely avoidable when material selection is treated as a technical decision rather than a procurement default.
For engineers evaluating film specifications or qualifying new materials for demanding composite applications, detailed technical data covering performance across the relevant service temperature range is the appropriate starting point. M&Q’s engineering team can provide material performance data and support application-specific qualification requirements.