The film is what makes or breaks that process. Its permeation characteristics determine whether the internal atmosphere stabilizes at a useful composition or drifts before equilibrium is reached. Gas transmission, though, is only part of the equation.
The film must also allow surface moisture to escape from the package while retaining the respiratory gases that establish the modified atmosphere. That combination (high gas barrier with high moisture vapor transmission) is where nylon films offer a distinct technical advantage in passive MAP applications. Understanding why, and how other performance factors interact with it, is essential before committing to a material specification.
Why the Moisture-Gas Barrier Balance Defines MAP Film Performance
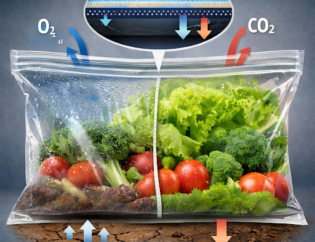
Surface moisture is one of the more underestimated failure points in fresh produce packaging. When moisture remains on the surface of fruits and vegetables inside a sealed package, it creates conditions favorable to mold and accelerated decay, regardless of what the internal gas atmosphere looks like. The controlled environment is compromised from the inside.
The film must allow that moisture to permeate out while retaining the respiratory gases that have built up inside. Most engineers focus on gas barrier first. Moisture transmission often gets evaluated later, if at all. That’s the wrong order of operations for passive MAP.
Nylon’s polymer structure allows water vapor to transmit through the film at rates that manage surface moisture effectively, while maintaining a high barrier to oxygen and carbon dioxide. Many high-barrier materials that restrict gas transmission also restrict moisture transmission, creating exactly the conditions passive MAP is meant to prevent. Nylon’s permeability profile is unusual in that it addresses both requirements simultaneously.
For engineers evaluating MAP films for produce applications, the moisture-gas transmission relationship should be the starting point for material screening, not a secondary specification.
Core Performance Factors in MAP Film Selection
Gas Transmission and Barrier Performance
OTR and CTR are standard starting points, but the right target values are never universal. In passive MAP, the appropriate transmission rates depend on the respiration rate of the specific produce, the package volume, and the desired equilibrium atmosphere. A film with too low a gas barrier allows the modified atmosphere to dissipate before equilibrium is reached. Too high a barrier, and CO2 can accumulate beyond beneficial levels, potentially triggering anaerobic conditions that accelerate spoilage rather than slow it.
Several factors influence gas transmission behavior in practice:
- Polymer composition and crystallinity
- Film thickness and layer structure
- Ambient temperature during storage
- Relative humidity exposure
Nylon films absorb moisture that acts as a plasticizer, altering both mechanical and barrier characteristics at elevated humidity. Engineers must account for these environmental dependencies when specifying films for real-world conditions, not just lab benchmarks.
Film Strength and Puncture Resistance
Produce is not a forgiving substrate. Stems, seeds, and irregular edges create point-load stresses that standard flat-surface puncture tests don’t always replicate accurately. Puncture resistance measures the force required to penetrate the material, and for fresh produce applications, the testing methodology matters as much as the result.
Standard methods such as ASTM F1306 (slow rate penetration) and ASTM D1709 (dart impact) quantify resistance under controlled conditions. These values help predict real-world behavior, but should be supplemented with testing that reflects actual contact geometries where possible.
Tensile strength and elongation properties also matter during forming and sealing operations. Nylon films are recognized for high tensile strength and toughness, which is why they frequently serve as structural layers in multilayer constructions.
Seal Integrity and Process Compatibility
A film’s barrier properties become irrelevant if seals fail. This is obvious in principle. In practice, seal failure is often the first performance variable to reveal problems with a film specification, and it tends to surface in production rather than during qualification testing.
Key seal performance metrics include:
- Peel strength (ASTM F88): force required to separate a sealed section
- Hot tack strength (ASTM F1921): seal strength immediately after formation, before cooling
- Burst and creep resistance (ASTM F1140): performance under sustained internal pressure
Sealing window deserves attention here. Films with narrow sealing temperature ranges demand tighter process control. Materials that seal reliably across a broader range reduce the risk of under-sealing (weak bonds) or over-sealing (material distortion), and they tend to perform more consistently across equipment variations in multi-line operations.
For thermoformed applications, the film must draw uniformly into mold geometries without excessive thinning in corners or edges. That’s where barrier layer integrity is most vulnerable, and where underperforming films typically fail first.
Temperature Resistance and Handling Conditions
MAP films for fresh produce spend most of their service life in refrigerated environments. Cold temperature flexibility is non-negotiable. Films that become brittle at low temperatures crack during handling, creating uncontrolled gas exchange pathways that undo whatever modified atmosphere was established inside the package.
Heat resistance matters on the opposite end of the process, during sealing. Films with outer nylon layers tolerate higher sealing bar temperatures without sticking, which supports faster line speeds and more consistent seal formation across production runs.
Consistency and Manufacturing Reliability
Batch-to-batch variability is a supply chain problem that rarely gets diagnosed as one. When a film performs well in qualification but generates defects in production, the instinct is to adjust process parameters. Often, the real source is inconsistency in the incoming material.
Vertically integrated manufacturing, where a single facility controls production from resin to finished film, typically offers tighter quality control than supply chains involving multiple converters. For critical applications, engineers should request performance data from multiple production lots before finalizing a specification, not just nominal values from a single sample.
Engineering Considerations When Evaluating Films
Laboratory test conditions are a starting point, not a qualification standard. Standard OTR measurements at 73°F and 0% relative humidity will not predict performance in a refrigerated supply chain.
A more useful evaluation framework:
- Test barrier properties at realistic humidity levels for nylon structures
- Evaluate moisture vapor transmission at the temperature and humidity ranges of actual cold-chain storage
- Assess seal strength across the full range of expected process conditions, not just nominal settings
- Verify puncture resistance using probes that simulate actual contact stresses from produce geometry
- Confirm performance after simulated distribution cycles: vibration, temperature variation, stacking loads
Initial screening based on specification sheets should always be followed by sample evaluation and, where appropriate, pilot production trials before full-scale implementation. The gap between spec sheet performance and production performance is where most qualification failures originate.
Consequences of Film Underperformance in Real Operations
When a MAP film fails to meet application requirements, the effects are rarely isolated. A film that transmits gases too freely prevents the modified atmosphere from establishing. A film that traps moisture while restricting gas exchange promotes surface decay regardless of the internal gas composition. Both failure modes can occur simultaneously in a film that looks adequate on paper.
Mechanical failures during handling generate waste and require reprocessing. Inconsistent film properties force operators into constant process adjustments, reducing throughput and increasing out-of-specification package rates.
The less visible risk is marginal performance: a film that technically meets minimum specifications but operates near its limits. There is no buffer for process variation or environmental fluctuation. Over time, these materials generate higher defect rates than films selected with appropriate safety margins built in.
Engineering Perspective on Film Selection
Passive MAP film selection is a material-matching problem. The goal is to align permeation characteristics, mechanical properties, and process compatibility with the actual conditions the package will encounter, from sealing line to retail display.
Start with a clear definition of performance requirements: target gas transmission rates matched to the produce’s respiration rate, moisture vapor transmission sufficient to manage surface moisture, mechanical loads the package must withstand, temperature and humidity ranges across the cold chain, and seal strength criteria. Those requirements drive material screening. Specification sheets come after.
The moisture-gas permeability relationship that makes nylon films well-suited to passive MAP is a starting point, not a complete specification. Film thickness, layer structure, and formulation all influence final performance. Manufacturers who provide detailed lot-level performance data, application-specific technical guidance, and sample materials for validation reduce the risk of qualification surprises.
The right film performs consistently under the conditions the package actually encounters, not just the ones that appear in a lab report.
For applications requiring specific barrier, mechanical, or moisture transmission characteristics, request technical data or discuss material requirements with our engineering team.